Vorteile
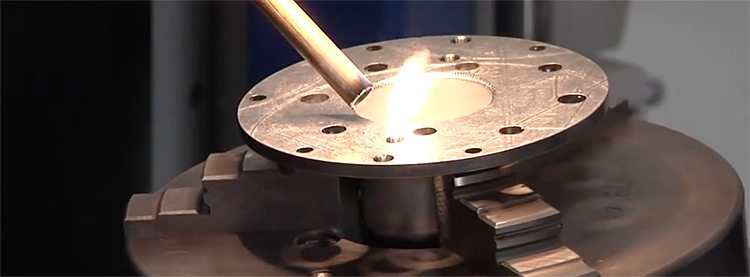
Die Wärme-Einfluss-Zone (Abb. unten) ist aufgrund einer sehr kurzen Pulsdauer (Schweisszeit, 5-10 ms) und einer relativ langsamen Abfolge der einzelnen Schweisspulse (bis 10 Hz) sehr klein.
Untenstehendes Abbildung zeigt sehr schön die dunklere, wärmebeeinflusste Zone bei einem korrosionsbeständigen Stahl. Hier wurde eine maximale Einschweisstiefe von 1,5 mm erreicht.
Bei Werkstücken mit geringer Masse kommt es dennoch nach kurzer Zeit zu einer starken Erhitzung. Dies kann zur Verfärbung, im Extremfall zum Glühen des Werkstückes führen. Das Werkstück ist durch geeignete Schutzgas- Zuführung zu schützen.
Der Einzug, das heißt der Werkstoffeinfall im Randbereich der Schweissung, ist vom Fokusdurchmesser und von der Energiedichte abhängig. Ohne Einzug schweissen ist theoretisch nicht möglich. Der Einzug kann jedoch soweit reduziert werden, dass er keine Auswirkung hat.
Die Werkstücke erfahren durch den geringen Wärmeeinfluss kaum Gefügeveränderungen und sind auch deshalb ziemlich maßstabil. Die Zeit für die Nacharbeit der Teile ist deutlich kürzer.
Nachteile
Die Schweissanlagen sind, je nach Ausführung, in der Anschaffung kostenintensiv.
Die Schweisszusätze sind, bedingt durch kleine Produktionsmengen, recht teuer. Dieser Nachteil wir dadurch aufgehoben, dass relativ zur Schweisszeit, nur geringe Mengen aufgetragen werden.
Für offene und dadurch flexible Handhabungstechnik ist ein abgeschlossener und entsprechend gesicherter Arbeitsraum notwendig (Laserschutz). Große Auftragvolumen dauern im Vergleich zu anderen Verfahren länger.

Vorteil: sehr geringe Wärme-Einfluss-Zone.